 참조
참조

- 제품 정보
- 토토 커뮤니티 (sumikaexcel
- 현재 조건
Sumikaexcel ™ 보스 토토 일본 SumiPloy 주입 성형 조건
성형 조건
Sumikaexcel 보스 토토 일본 SumiPloy의 표준 형식 조건은 다음과 같습니다.
표 4-1-1 SumikaExcel 보스 토토 표준 성형 조건
| 동일 레벨 | 3600G 4100G |
4800G | 3601GL20/3601GL30 4101GL20/4101GL30 ES5340 |
||||
|---|---|---|---|---|---|---|---|
| 빌딩 | 조건 팬 YI | 건물 | 조건 팬 YI | 빌딩 | 조건 팬 YI | ||
| 건조 온도 (° C) | 160-180 | 160-180 | 160-180 | ||||
| 건조 시간 (HR) | 5-24 | 5-24 | 5-24 | ||||
| 기차 온도 (° C) | 홀 | 320 | 300-340 | 320 | 320-340 | 320 | 300-340 |
| chubu | 340 | 320-370 | 340 | 330-370 | 340 | 320-370 | |
| Front | 350 | 330-380 | 360 | 340-390 | 350 | 330-380 | |
| 슬릿 | 350 | 330-380 | 360 | 340-390 | 350 | 330-380 | |
| 최고의 수지 온도 (° C) | 350 | 350-360 | 360 | 350-370 | 350 | 350-360 | |
| 공장 온도 (° C) | 140-180 | 120-180 | 140-180 | 120-180 | 140-180 | 120-180 | |
| 주입 전력 (MPA) | 100-200 | 100-200 | 100-200 | 100-200 | 100-200 | 100-200 | |
| 주입 속도 | 느린 | 천천히 중간 속도 | 느린 | 천천히 중간 속도 | 느린 | 천천히 중간 속도 | |
| 나사 회전 속도 (RPM) | 50-100 | 50-100 | 50-100 | 50-100 | 50-100 | 50-100 | |
| 스크류 백 (MPA) | 5-10 | 5-10 | 5-10 | 5-20 | 5-10 | 5-10 | |
| 유지군 (MPA) | 50-100 | 50-100 | 50-100 | 50-150 | 50-100 | 50-100 | |
표 4-1-2 Sumiploy 표준 성형 조건
| 동일 레벨 | GS5620 CS5220/CS5530/CS5600 |
e3010 FS2200 |
CK3400/CK3420 CK4600 |
||||
|---|---|---|---|---|---|---|---|
| 빌딩 | 조건 팬 YI | 건물 | 조건 팬 YI | 빌딩 | 조건 팬 YI | ||
| 건조 온도 (° C) | 160 | 160-180 | 160 | 160-180 | 160 | 160-180 | |
| 건조 시간 (HR) | 8 | 5-24 | 8 | 5-24 | 5 | 5-24 | |
| 기차 온도 (° C) | 홀 | 320 | 320-340 | 320 | 300-340 | 380 | 360-400 |
| chubu | 340 | 330-370 | 340 | 320-370 | 390 | 370-410 | |
| Front | 360 | 340-390 | 350 | 330-380 | 390 | 380-420 | |
| 슬릿 | 360 | 340-390 | 350 | 330-380 | 400 | 380-420 | |
| 최고의 수지 온도 (° C) | 360 | 340-390 | 350 | 350-360 | 400 | 380-420 | |
| 공장 온도 (° C) | 140-180 | 120-180 | 140-180 | 120-180 | 180 | 120-180 | |
| 주입 전력 (MPA) | 100-200 | 100-200 | 100-200 | 100-200 | 100-200 | 100-200 | |
| 주입 속도 | 느린 | 천천히 중간 속도 | 느린 | 천천히 중간 속도 | 느린 | 천천히 중간 속도 | |
| 나사 회전 속도 (RPM) | 50-100 | 50-100 | 50-100 | 50-100 | 50-100 | 50-100 | |
| 스크류 백 (MPA) | 5-10 | 5-10 | 5-10 | 5-10 | 5-10 | 5-10 | |
| 퇴직력 (MPA) | 100-200 | 50-200 | 50-100 | 50-150 | 100-200 | 50-200 | |
플라잉
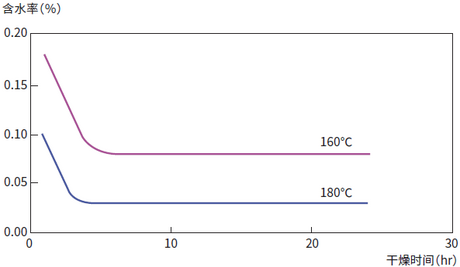
Sumikaexcel 보스 토토에는 수분 흡수 특성이 있으므로 필수 건조 방법입니다. 5-24 분 동안 160-180 ° C에서 건조되는 기계에서 열 순환 핫 박스 또는 제습 건조기를 사용하십시오. 재활용 된 뜨거운 상자를 사용하는 경우 쌀은 50 또는 더 얇은 두께로 건조시킵니다. 특히 성형 된 대형 성형 생성물이 180 ℃에서 건조 될 때.
이 외에도, 우리는 비 배정 건조 테이블을 사용하기 위해 지정되지 않은 성형 또는 대형 성형 제품을 사용합니다. 사용 수수료가 높고 높은 용량이 필요합니다. 제품이 충분히 건조하지 않으면 성형 제품의 표면을 볼 수 있고 제품의 표면이 나타날 수 있습니다.
위에서 언급 한 현재 상황이 발생하면 건조에 대한 수요가 증가했습니다.
Sumikaexcel 보스 토토는 아직 사라지지 않았으므로 위의 조건에서 실패의 원인이 아닙니다.
이미지 4-1-1 4100G 건조 곡선 라인
수지 온도
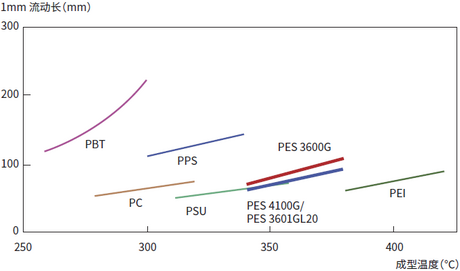
우리는 수지 온도를 330에서 380 ℃로 구축했습니다. SumikaExcel PE의 높은 용융 점도로 인해 열은 절단 및 뜨거운 생산으로 인해 발생하며 수지의 두께는 지속적으로 높으며 튜브의 온도가 지속적으로 결정되며 온도는 40 ° C 이상의 속도로 조정될 수 있습니다. 두께 온도와 성형을 결정하려면 수요가 정확합니다.
이미지 4-1-2 보스 토토 흐름 (1mm)
수지 거주 시간
열을 중지하려면 많은 양의 가소성이 있습니다. 시간 중지 시간은 매우 긴 10 분이 걸립니다. 체류 시간, 뜨거운 노화 가능성은 높고 뜨거운 노화의 가능성이 높기 때문에 색상, 흑백의 징후가 없습니다.
모델 온도
일반 도구의 온도를 설정하십시오 : 표면 온도 : 120-180 ℃. 설계를 제외하고 기기 표면의 온도 분포는 작습니다.
과일의 온도가 낮 으면 잔류 힘이 흔들리거나 갈라집니다. 이것은 영화 표지와 포괄적 인 영화 목록입니다. 고온 및 낮은 잔류 강도를 갖는 성형 생성물이므로 잔류 강도가 높습니다. 그러나 과일의 온도가 높고 성형 제품은 적시에 구성됩니다.
열열 처리 방법을 제조하는 방법은 오일 온도 제어에 사용될 수 있지만 오일 온도 제어 방법을 사용할 수는 있지만 오일 온도 제어 방법에 사용하기 쉬운 도구이며 온도 제어 방법의 온도 분포는 오일 온도 제어에 사용되는 도구입니다. 사용하기에 충분히 작습니다.
특히 성형되지 않은 큰 성형 기기 나 성형이 있으므로 단단한 절단 및 신중한 절단에 대한 수요는 불가능합니다.
주입 전력, 유지력
일반적인 상황에서 Sumikaexcel PE에 대한 성형 수요는 높고 주입 전력이 높고 주입 전력은 100-200MPA 수요입니다. 얇은 벽 성형 제품, 유리 기반 제품 및 주입 전력은 고성능 액체가있는 성형 제품에 대한 수요가 150mpa 이상입니다.
우리는 주사 가능한 힘을 1/2 ~ 1/3으로 구현하기 위해 노력하고 있습니다. 해안의 힘이 줄어들지 않도록 감소했습니다. 저전력을 유지하고 잔류 전력을 유지하는 작은 성형 제품.
마운틴 파워는 안전하고 안전하며 상황을 극복하기가 어렵 기 때문에 VP 스위칭 위치가 올바른 이유이며 피크가 앞으로 나아가는 것을 방지합니다.
주입 속도
Sumikaexcel 보스 토토는 일반적으로 낮은 중간 주입 속도에 사용되지만 최상의 주입 속도는 뿌리 형성 제품처럼 재 형성됩니다.
Sumikaexcel 보스 토토 멜트 점도가 높아서 주입 속도가 증가하므로 온도가 향상되고 온도가 절단되고 온도를 제거 할 수 있습니다.
일방적 인 얇은 벽 성형 제품 (1mm 미만) 또는 장거리 성형 제품에는 쾌적한 주입 속도가 필요합니다. 일반 정보, 낮은 주입률은 생존 및 소형 성형 제품을 허용합니다.
드라이버 속도, 뒤로
손상을 방지하려면 열이 절단되고 열이 낮아지고 드라이버가 낮아지고 권장 값은 50-100 rpm입니다.
적절한 배낭이며 동일한 상태로 쉽게 융합 될 수 있습니다. 뒷면은 5-10mpa이며, 분자량 타일 수가 높고 등이 높은 등이 설계되었습니다. 그러나 결과는 높고 새로운 열과 운송 가능성도 제공됩니다.
성형 중지
성형을 중지 해야하는 경우 온도를 250-260 ° C로 설정하여 온도가 250-260 ° C에서 방지하여 온도가 침식되지 않도록하십시오. 수지 온도가 250 ° C에서 낮은 경우, 나사 실의 표면은 내벽에 편안하거나 쉘이 성형 후 거실 공간으로 성형됩니다. 장기간, 제품 제거를위한 세척 재료가 제거되고 나중에 온도가 떨어집니다.
정리 방법
우리는 한동안 sumikaexcel 보스 토토를 사용했습니다.
모바일 가중 재료, MFR은 약 0.05의 높은 분자량 또는 광범위한 산을 가지고 있으며, 이들의 필름은 적합합니다.
- 처리 온도가 높기 때문에 협박, 경험 및 기타 문제로 간주하십시오.
- 일반 클렌징 재료에주의를 기울일 필요가 없습니다.
표 4-1-3 Sumikaexcel 보스 토토로 전환
| 용어 | 건물 | |
|---|---|---|
| Planning | back | High (사임 후 거만한 후 사임하십시오) |
| 나사 회전 속도 | 상 동성 재생 속도시 수지 성형 전에 제품을 사용하십시오. | |
| 준비 및 청소 절차 | 1. 프리로 제거 | 철저한 배출량은 폭발의 중간에 있습니다. |
| 2. 청소용 상품을 그리는 방법 | 사전 응답 성형 온도, 추가 청소 재료, 바닥 청소. Juicy Acid 또는 고 분자량 Juicyi 온수의 공동 생산을위한 재료. 이 필름은 고화질 재료를 사용하여 고화질을 제거하고 채워지지 않은 재료를 제거한 후 필름이 업데이트됩니다. 복종 조치에 대해 걱정할 필요가 없습니다. |
|
| 3. 평온 개혁 | 현재 재료의 흐름에있는 온도는 보스 토토 플라스틱 온도로 업데이트됩니다. | |
| 4. 재료의 배제 및 제거를위한 보스 토토 | 보스 토토의 온도에서, 재료는 충분히 배출되고 보스 토토가 방출 된 후에 보스 토토가 제거된다. | |
| 5. 몰딩 | 보스 토토를 청소 한 후 온도를 즉시 설정할 수 있습니다. | |
잔류 전력
성형 된 제품의 잔류 힘이 존재하며 문제는 폭발적이거나 파열 될 수 있다는 것입니다. 균형과 조화를 제거하는 것과 같은 당분간의 최상의 조건은 피하거나 오버플로되는 것입니다.
다음 방법은 Sumikaexcel 보스 토토 제품에서 제공됩니다. 방법 : 가장 적절한 방법을 형성하는 가장 좋은 방법.
- 사용 방법
- Shogomolded 제품은 시원하고 실내 온도입니다.
- Shogomolded 제품은 Nikorei에 90 초 동안 주입됩니다.
- 냉수에서 청소.
- 반복적 인 효과가있는 성형 제품입니까?
- 제품이 손실되면 팔에있는 사람들 사이에서 일반적으로 발생합니다. 다음은 다음과 같은 요약입니다.
- 성형 제품 준비는 다음을 확인하십시오.
표 4-1-4 Sumikaexcel 보스 토토의 나머지 전력을 저장하는 방법 (4100g)
| Repellent | 잔류 지갑 | 잔류 전력 |
|---|---|---|
| Nippon Reed Crevices | 1.3 ~ 1.5% 이상 | 30 ~ 40MPA 이상 |
| 안티 레드 슬릿 | 1.0% 이상 | 27MPA 이상 |
| Biac Acid Ligament | 0.50% 이상 | 14MPA 이상 |
| Anti-Kiri Crevices | 0.35% 이상 | 10MPA 이상 |