 문의
문의

- 제품 정보
- Sumikasuper LCP
- LCP 주입 젠 토토
Sumikasuper LCP 주입 젠 토토
Sumikasuper LCP의 전형적인 젠 토토 조건
아래는 Sumikasuper LCP의 권장 젠 토토 조건 및 조건 범위와 같은 일반적인 젠 토토 조건입니다. Sumikasuper LCP에 대해서는 수지 온도를 관리하는 것이 매우 중요합니다. 실린더의 설정 온도와 실제 수지 온도 사이에 불일치가있는 경우 실제 수지 온도에 따라 관리해야합니다.
표 4-1-1 Sumikasuper E5000, E4000 및 E6000 시리즈의 일반 젠 토토 조건
| e5000 시리즈 |
e4000 시리즈 |
e6000 시리즈 |
|||||
|---|---|---|---|---|---|---|---|
| 권장 조건 | 조건 범위 | 권장 조건 | 조건 범위 | 권장 조건 | 조건 범위 | ||
| 수지 건조 | 온도 | 130 | 120-140 | 130 | 120-140 | 130 | 120-140 |
| Time | 5 | 4-24 | 5 | 4-24 | 5 | 4-24 | |
| 실린더 온도 (℃) | 리어 엔드 | 340 | 330-360 | 320 | 310-340 | 300 | 280-320 |
| 센터 | 380 | 370-390 | 360 | 350-370 | 330 | 320-340 | |
| Front | 400 | 390-410 | 380 | 370-390 | 360 | 340-370 | |
| 노즐 | 400 | 390-410 | 380 | 370-390 | 360 | 340-370 | |
| 적절한 수지 온도 (℃) | 400 | 390-410 | 380 | 370-390 | 360 | 340-370 | |
| 곰팡이 온도 (℃) | 70-90 | 60 ~ 160 | 70-90 | 60-160 | 70-90 | 60-160 | |
| 수지 압력 (MPA) | 120-160 | 80-160 | 120-160 | 80-160 | 80-160 | 80-160 | |
| 유지 압력 (MPA) | 40-60 | 10-80 | 40-60 | 10-80 | 10-40 | 10-80 | |
| 압력 시간 유지 (SEC) | 0.2 ~ 0.5 | 0.2 ~ 1 | 0.2 ~ 0.5 | 0.2 ~ 1 | 0.2 ~ 0.5 | 0.2 ~ 1 | |
| 스크류 백 압력 (MPA) | 0.5 ~ 1 | 0.5 ~ 5 | 0.5 ~ 1 | 0.5 ~ 5 | 0.5 ~ 1 | 0.5 ~ 5 | |
| 주입 속도 (mm/sec) | 50-200 | 50-400 | 50-200 | 50-400 | 50-200 | 50-400 | |
| 나사 회전 속도 (RPM) | 50-250 | 50-350 | 50-250 | 50-350 | 50-250 | 50-350 | |
| 슈크백 (mm) | 1-2 | 0 ~ 2 | 1-2 | 0 ~ 2 | 1-2 | 0 ~ 2 | |
표 4-1-2 Sumikasuper SV6000, SR1000, E6000HF, SV6000HF, SZ6000HF 및 SR2000 시리즈의 권장 젠 토토 조건
| SV6000, SR1000 시리즈 |
E6000HF, SV6000HF 시리즈 |
SZ6000HF, SR2000 시리즈 |
|||||
|---|---|---|---|---|---|---|---|
| 권장 조건 | 조건 범위 | 권장 조건 | 조건 범위 | 권장 조건 | 조건 범위 | ||
| 수지 건조 | 온도 | 130 | 120-140 | 130 | 120-140 | 130 | 120-140 |
| Time | 5 | 4-24 | 5 | 4-24 | 5 | 4-24 | |
| 실린더 온도 (℃) | 리어 엔드 | 300 | 280-320 | 300 | 280-320 | 300 | 280-320 |
| 센터 | 330 | 320-340 | 330 | 320-340 | 330 | 320-340 | |
| Front | 360 | 340-370 | 350 | 340-370 | 350 | 330-370 | |
| 노즐 | 360 | 340-370 | 350 | 340-360 | 350 | 330-360 | |
| 적절한 수지 온도 (℃) | 360 | 340-370 | 350 | 330-360 | 350 | 330-360 | |
| 곰팡이 온도 (℃) | 70-90 | 60 ~ 160 | 70-90 | 60 ~ 160 | 70-90 | 60-160 | |
| 수지 압력 (MPA) | 80-160 | 80-180 | 80-160 | 80-180 | 80-160 | 80-180 | |
| 보유 압력 (MPA) | 10-40 | 10-80 | 10-40 | 10-80 | 10-40 | 10-80 | |
| 압력 시간 유지 (SEC) | 0.2 ~ 0.5 | 0.2 ~ 1 | 0.2 ~ 0.5 | 0.2 ~ 1 | 0.2 ~ 0.5 | 0.2 ~ 1 | |
| 스크류 백 압력 (MPA) | 0.5 ~ 1 | 0.5 ~ 5 | 0.5 ~ 1 | 0.5 ~ 5 | 0.5 ~ 1 | 0.5 ~ 5 | |
| 주입 속도 (mm/sec) | 50-200 | 50-500 | 50-200 | 50-500 | 50-200 | 50-500 | |
| 나사 회전 속도 (RPM) | 50-250 | 50-350 | 50-250 | 50-350 | 50-250 | 50-350 | |
| Sckback (MM) | 1-2 | 0 ~ 2 | 1-2 | 0 ~ 2 | 1-2 | 0 ~ 2 | |
사전 건조
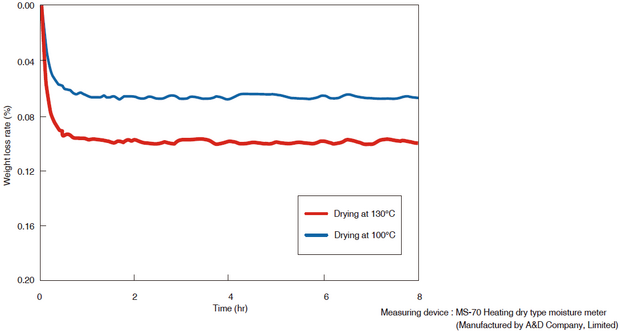
Sumikasuper LCP의 물 손실률은 0.02%이므로 긴 건조가 필요하지 않습니다. 그러나 적절한 물리적 특성을 얻으려면 젠 토토하기 전에 0.01%로 건조하는 것이 좋습니다. 일반적으로 호퍼 건조기를 사용하여 4 ~ 24 시간 동안 130 ° C에서 건조하는 것이 좋습니다. 젠 토토 중 호퍼의 수분 손실을 방지하려면 제습 건조기 또는 호퍼 건조기를 사용하십시오. 너무 높은 온도에서 건조하면 수지 정의가 발생할 수 있으므로 건조 온도는 약 130 ° C 중심에 있어야합니다.
그림 4-1-1 Sumikasuper LCP의 건조 곡선
젠 토토 온도 설정
(1) 실린더 전면 및 노즐의 온도
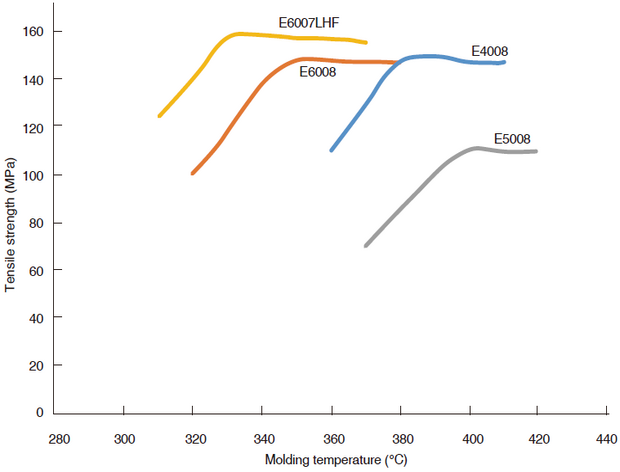
이것은 모든 수지에 공통적이지만 수지 온도를 적절한 수준으로 제어해야합니다. Sumikasuper LCP의 실린더 전면의 온도는 E5000 시리즈의 경우 390-410 ° C, E4000 시리즈의 경우 370-390 ° C, E6000, SV6000 및 SR1000 시리즈의 경우 340-370 ° C로 설정해야합니다. SR2000 시리즈. 높은 유동성 또는 길이 축과 단락 사이에 큰 차이가 큰 제품이 필요한 복잡한 모양으로 제품을 젠 토토 할 때는 실린더 전면의 온도를 더 높이십시오. 온도가 조건 범위보다 10 ° C 이상인 경우, 주입 중에 수지가 호퍼로 쉽게 백 플로우를 받기 때문에 권장되지 않습니다.
안정적인 물리적 특성은 E5000 시리즈의 경우 400 ° C 이상의 실린더 온도, E4000 시리즈의 경우 380 ° C 이상, E6000, SV6000 및 SR1000 시리즈의 경우 340 ° C 이상, 330 ° C, SV6000HF 및 SR2의 경우에 얻습니다. 적용에 따라, 실제 문제를 일으키지 않는 물리적 특성은 이보다 낮은 온도에서 젠 토토을 수행하더라도 온도를 낮추면 물리적 특성이 악화 될 수 있습니다.
노즐의 온도를 제어하는 것은 수지 온도에 쉽게 영향을 미치므로 매우 중요하므로 온도 제어 센서의 위치와 따뜻하게 유지되는 방법에주의를 기울이십시오. 노즐의 설정 온도와 실제 수지 온도 사이에 불일치가있는 경우 실제 수지 온도를 제어해야합니다. 노즐의 온도가 너무 높으면, 롤링 및 스트링이 발생하고 너무 낮 으면 차가운 슬러그가 쉽게 발생합니다.
(2) 실린더 후면 온도
Sumikasuper LCP 실린더 후면의 온도는 실린더 앞면의 온도보다 낮아야합니다. E5000 시리즈의 경우 E4000 시리즈의 경우 330-360 ° C로 설정하고 310-340 ° C로 설정하고 E6000, SV6000, SR1000, E6000HF, SV6000HF 및 SR2000 시리즈로 설정하십시오. 높음, 수지는 호퍼로 역류하는 경향이있어 측정을 안정화하기가 어렵습니다.
그림 4-1-2 젠 토토 온도에 대한 인장 강도 의존성
주입 압력 및 주입 속도
(1) 주입 압력
Sumikasuper LCP는 가격성이 낮고 유동성이 우수하므로 높은 주입 압력이 필요하지 않습니다. 예를 들어, E6000 시리즈는 젠 토토 온도를 350 ° C 이상으로 높이면 약 40 MPa의 낮은 압력에서도 충분한 유동성을 보여줍니다. 또한 수지가 빠르게 응고되기 때문에 홀딩 압력이 65 ~ 160 MPa 범위에서 변경 되더라도 인장 강도는 거의 변하지 않습니다.
(2) 주입 속도
복잡한 모양이있는 얇은 벽 제품의 경우 중간에서 높은 분사 속도의 젠 토토이 권장됩니다. 또한, 울트라 얇은 벽으로 된 제품 (0.2 mm 이하)을 젠 토토 할 때, 수지는 얇은 벽 영역에서 굳어 질 수 있고 충분한 흐름 길이를 얻지 못할 수 있으므로 우수한 사출 속도 스타트 업 특성을 가진 젠 토토기를 사용하십시오 (고속 젠 토토 기술 참조)
Sumikasuper LCP는 단일 주입 속도로 젠 토토 할 수 있지만, 노즐에서 제트기를 방지하기 위해서는 안정적인 젠 토토이 스프루 나 러너를 통과 할 때 충전 속도를 느리게하고, 게이트를 통과 할 때 충전 속도로 채우는 것이 효과적입니다.
비교적 두꺼운 제품의 수요일이 문제를 일으킨다면, 곰팡이의 공기 통풍구를 고려하여 20 ~ 60 mm/sec의 중간에서 저속이 적절합니다.
금형 온도
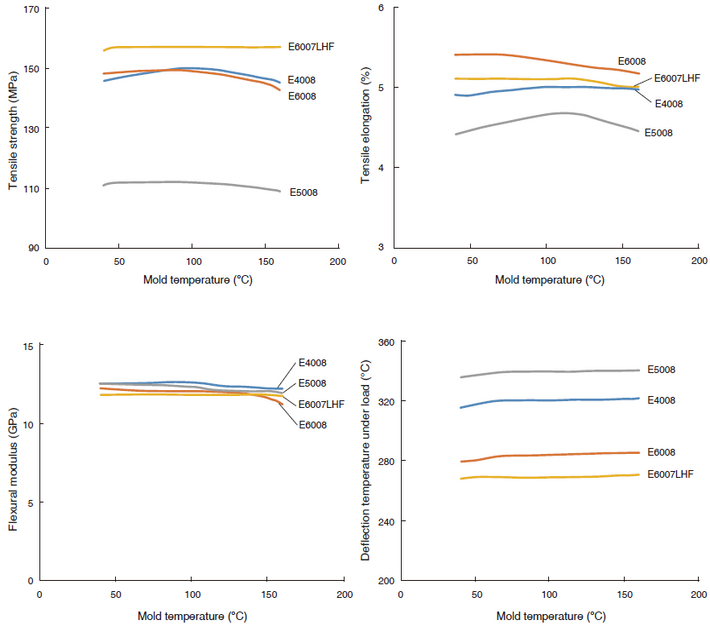
Sumikasuper LCP는 용융 상태에서도 얽히지 않는 강성 분자를 가지고 있으며, 중합체 사슬은 젠 토토 동안 전단으로 인해 흐름 방향으로 배향된다. 또한, 응고 속도가 매우 빠르기 때문에, 용융 동안의 방향 상태는 고형화 될 때에도 유지되며, 곰팡이 온도는 기계적 특성에 거의 영향을 미치지 않으므로 매우 넓은 금형 온도에 걸쳐 젠 토토 할 수있다.
얇은 벽 제품을 젠 토토 할 때, 젠 토토주기의 우선 순위를 정하는 경우, 온도를 60 ~ 100 ° C로 설정하는 것이 좋습니다. 얇은 벽 제품의 유동성 및 용접 강도를 고려하면 온도를 100 ~ 150 ° C로 설정하는 것이 좋습니다. 제 16 ° C 이상의 온도를 우선 순위로 설정하는 것이 좋습니다. 또한 모양이 복잡하고 데 몰딩이 문제가되면 금형 온도를 낮은 온도로 설정하십시오. 곰팡이 표면 온도는 냉각수 이외의 다양한 요인으로 인해 변동되므로 시작할 때 또는 주요 설정을 변경 한 후에 측정하십시오.
그림 4-1-3 곰팡이 온도와 물리적 특성의 관계
계량 (가소 화) 설정
SUMIKASUPER LCP로 계량 (가소 화)을 안정화하려면 실린더 후면의 온도가 실린더 앞면의 온도보다 낮아야합니다. E5000 시리즈의 경우 E4000 시리즈의 경우 330-360 ° C로 설정하고 310-340 ° C로 설정하고 E6000, SV6000, SR1000, E6000HF, SV6000HF, SR2000 시리즈의 경우 280-320 ° C로 설정하십시오.
계량 중에 나사 회전 속도를 높이 설정하면 계량 시간이 단축 될 수 있습니다. 그러나 나사 회전 속도가 너무 빠르면 유리 섬유와 같은 필러가 손상 될 수 있습니다. 작은 직경 나사의 경우 계량 용량은 공급 섹션의 비행 깊이에 의해 결정되므로 젠 토토 기계의 선택 항목을 참조하고 적절한 나사를 선택하십시오.
배압이 작을수록 측정이 더 안정적이므로 가능한 한 작게 설정하십시오.
빨기
Sumikasuper LCP Suck Back (나사 압력 감소)은 필요한 경우 최소 값으로 설정해야합니다. 붉어지는 것이 너무 높게 설정되면 공기가 노즐에 쉽게 포획 될 수있어 물집과 같은 젠 토토 결함으로 이어질 수 있습니다. 노즐에서의 침을 흘리면 수지 건조 온도와 노즐 온도를 제어하고 필요한 경우 전용 LCP 노즐을 사용하여 제어 할 수 있습니다.
퍼징 방법
Sumikasuper LCP는 퍼지 재료를 포함한 다른 수지와 비교하여 용융 점도가 매우 낮으므로 퍼지로 교체 할 때는 다른 수지 또는 제거 재료가 남아 있지 않도록주의해야합니다. 퍼지 할 때는 정상적인 젠 토토에 비해 실린더 온도를 약 20 ~ 30 ° C로 낮추고 Sumikasuper LCP의 용융 점도를 증가시켜 교체하기가 더 쉬워집니다. 퍼지를 수행 할 때는 처리 온도가 높은 E4000 시리즈와 E5000 시리즈가 연기, 가스 방출 및 수지 산란을 유발할 수 있음을 고려하십시오.
권장 퍼지 재료
상업적으로 이용 가능한 정화 재료는 Sumikasuper LCP를 제거하는 데 사용될 수 있으며, 다음 퍼지 재료는 성공적으로 사용되었습니다. 정화 재료가 오랫동안 고온 실린더에 남아 있으면 분해 될 수 있습니다.
- Asaclean PX2 [Asahi Kasei Corporation]
- Z Clean S29 [Nissho Co., Ltd.]
- Celpurge NX-HG [Daicel Miraize Co., Ltd.]
■ 젠 토토 후 동일한 등급을 사용하는 경우
젠 토토이 15 분 이상 중단되면 실린더에서 수지를 제거하고 실린더 온도를 약 250 ° C로 낮 춥니 다. 젠 토토이 재개되면 아래의 제거 절차를 수행하십시오. 또한, 몇 시간 동안 젠 토토을 중지 한 후 같은 등급으로 작업을 시작할 때 같은 방식으로 아래의 퍼지 절차를 수행하십시오.
표 4-1-3 Sumikasuper LCP주기 중단 퍼지 및 일상적인 종료 절차
정지 및 재시작 작업은 젠 토토 기계를 중지하고 다시 시작하는 절차입니다.
같은 등급을 사용하여 작업을 시작하는 경우 아래 5, 6 및 7 단계를 생략하십시오.
| 1.젠 토토 완료 | 모든 수지 (호퍼 및 실린더 내부) |
|---|---|
| 2.퍼지 재료 추가 | 퍼징은 여전히 젠 토토 온도에서 수행됩니다 |
| 3.계속 제거 | 젠 토토 온도보다 20 ~ 30 ° C 실린더 온도를 설정합니다. |
| 4.수지 교체 | 퍼지 재료를 사용한 후 즉시 sumikasuper lcp. 실린더 내부는 Sumikasuper LCP로 대체됩니다 |
| 5.(출구 작전) | 전원 끄기 (냉각 중 가능) |
| 6.(이력서 작동) | 전원 켜기 젠 토토 온도보다 20 ~ 30 ° C 실린더 온도를 설정합니다. |
| 7.pre-purge | 온도를 20-30 ° C 낮게 유지하면서 Sumikasuper LCP (5 발 이상)를 사용하여 퍼지 |
| 8.생산 시작 | 실린더 온도가 상승한 후 (젠 토토 온도로), Sumikasuper LCP를 사용하여 5 회 이상의 샷에 대한 제거가 수행되고 생산이 시작됩니다. (참고) 같은 등급의 색상을 변경하는 경우 위의 5, 6 및 7을 생략합니다. |
■ Sumikasuper LCP로 전환 할 때
젠 토토이 완료되면 다른 등급의 재료로 변경하면 다음 단계를 따르십시오.
표 4-1-4 이전 수지에서 Sumikasuper LCP로 전환하는 방법
| 1.젠 토토 완료 | 모든 수지 (호퍼 및 실린더 내부) |
|---|---|
| 2.실린더 온도 상승 | Sumikasuper LCP의 젠 토토 온도보다 20 ~ 30도 낮습니다. |
| 3.퍼지 재료 추가 | 온도가 정해진 온도에 도달 한 후 즉시 제거 재료를 추가하십시오. (참고) 온도 상승 후 회전 방지 메커니즘이 활성화되지 않았는지 확인하십시오. |
| 4.수지 교체 | 퍼지 재료를 사용한 후 즉시 sumikasuper lcp를 추가하십시오. 실린더 내부는 Sumikasuper LCP로 대체됩니다 |
| 5.이력서 운영 | Sumikasuper Lcp.의 실린더 온도를 젠 토토 온도로 설정합니다. |
| 6.생산 재개 | 실린더 온도가 상승한 후 5 장 이상의 샷을 위해 Sumikasuper LCP로 퍼지고 생산을 시작하십시오. |
Burr 특성
Sumikasuper LCP는 빠르게 응고하고 열전도율이 높기 때문에 유동성이 높고 버를 생산할 가능성이 높으므로 얇은 벽, 작은 전자 구성 요소를 젠 토토하는 데 이상적인 재료가됩니다.
Sumikasuper LCP에 대한 Burr 특성 평가 결과는 아래 그림에 나와 있습니다. 이 그림은 젠 토토 영역과 젠 토토이 좋지 않은 영역을 보여줍니다 (짧은 샷과 버가 발생하는 영역).
Sumikasuper LCP는 단락 및 버가 발생하지 않는 광범위한 수용 가능한 젠 토토 영역을 가지고 있지만 PPS와 PBT는 버가 발생하기 쉽고 얇은 벽을 젠 토토 할 때 허용 가능한 젠 토토 영역을 보장하기가 어렵습니다.
그림 4-1-4 BURR 특성 평가를위한 금형
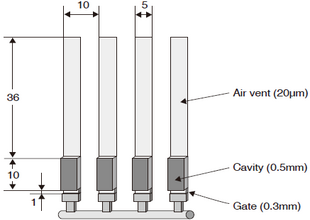
그림 4-1-5 플래시를 생성하지 않는 젠 토토 영역에서 수지 비교
(a) sumikasuper e6008
_en.png)
(b) PPS-GF40%
_en.png)
(c) PBT-GF30%
_en.png)
| 형성 기계 : | PS10e1ase Nissei Plastics Co., Ltd.에 의해 제조되었습니다. |
| 방출율 : | 32cm3/sec, |
| 주입 압력 : | 100%= 200MPA |